A szabászprogram (szabásoptimalizáló program)
A szakzsargonban számtalan kifejezést használnak ugyanarra a fogalomra, amit a matematikában kétdimenziós lefedési problémának ismerünk. Leggyakoribb kifejezés a szabásoptimalizálás, de a lapszabászat, a terítékelés, táblafelosztás, szabásterv készítés is el szokott hangzani.
A szabászprogram inputját a feldolgozó program állítja elő, de lehetséges közvetlen adatbevitel vagy adatok átemelése Excel táblázatból is. A cél az optimális szabásterv gyors, automatikus előállítása, elenyésző szabási veszteséggel és a maradékok halmozódásának kiküszöbölésével. A program jelentős anyag és munkaidő megtakarítást eredményez.
A program az optimalizációs számítás elvégzése közben figyelembe veszi az alábbi feltételeket:
- szálirány
- szélezés (hossz- és keresztirányban)
- szabász- és készméret eltérése
- maradékok készlete (nem kötelező)
- egész táblák készlete
- készlethiány esetén fiktív készletet feltételezve is tud számolni
- csak a maradékok feldolgozása után nyúl az egész táblákhoz
- minimális legyen a szabási veszteség
- az utolsó táblán több lehetőség (a legjobbak) közül választható a szabási terv
- mindig van átmenő vágás
- nincs túlvágás, pontosan a rendelt mennyiség kerül szabásra
Az optimalizációhoz szükséges alapértékek: vágási vastagság, szélezés, a még felhasználhatónak ítélt maradéktábla méretei, stb. már a program telepítésekor beállításra kerültek, de igény szerint bármikor változtathatók. A futtatás kezdetén a felhasználó maga választ, hogy a feladat megoldásánál a program a készletben rendelkezésre álló táblákat veheti csak figyelembe vagy más, később beszerzendő táblákra történjen az optimalizáció. Ugyancsak el kell dönteni, hogy a készletben található maradéktáblák felhasználhatók-e. Ezután indul a számítás. Ha valaki készlet-háttér nélkül használja a programot, akkor minden futás előtt kézzel kell beírnia az aktuális táblaméreteket.
A program a számára kijelölt választékból a táblákat a feladat futása során sorban kipróbálja, megvizsgálja melyikre milyen hatásfokú szabástérkép készíthető. A legjobbat elfogadva lép tovább. Először mindig az előző feladatok során megmaradt hasznosítható maradéktáblákat próbálja felhasználni (ha lehet), s csak végső esetben nyúl az egész táblákhoz. Így gondoskodik arról, hogy a maradékok ne tudjanak a végtelenségig halmozódni.
Az egyes szabásterv variációk között a program az optimalizálási célfüggvény alapján dönt. Ennek leglényegesebb meghatározó értéke a kihasználtsági százalék. A célfüggvény értékét befolyásolják még egyéb paraméterek, súlyozó tényezők is (pl.: a terv minél többször legyen vágható, a szabásterv fajták száma minél kisebb legyen, a maradéktábla alakja, mérete minél kedvezőbb legyen az utóhasznosításkor, az egyszerűbb vágási terv előnybe részesítése, stb.). A futási paraméterek minden felhasználó számára egyénileg, testre szabottan beállíthatók, azokat a felhasználó maga is - akár futásonként - állíthatja. Ha a szabási feladatban nagyobb számú azonos méretű alkatrész szerepel, akkor beállítható egy paraméter, mellyel előnyben lehet részesíteni egy gyengébb kihozatalú, de többször ismételhető tervet a jobb kihozatalú, de csak egyszer szabható tervvel szemben. Megfelelő vágógép esetén ugyanis több táblát lehet egymásra fektetve egyszerre vágni, ami gyorsítja a munkát.
Az utolsó táblánál a program azon dolgozik, hogy az óhatatlanul adódó maradékok száma minél kisebb, méretük minél nagyobb legyen, mert későbbi felhasználásuk szempontjából ez az előnyös. A legjobb szabásterveket a képernyőre grafikusan felrajzolja és választási lehetőséget kínál: közülük melyik a legszimpatikusabb a felhasználó számára.
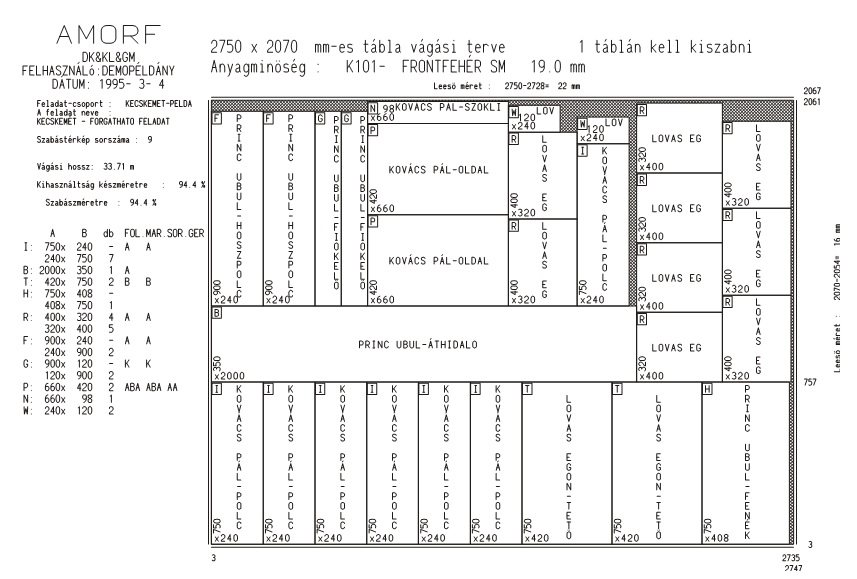
Az egész számítás a mai korszerű gépeken nagyon gyorsan megtörténik. Ezt az tudja csak igazán értékelni, aki próbált már papíron ceruzával (plusz saját fejével) jó szabásterveket készíteni! A kihasználtsági százalék mindig az adott feladat függvénye, nyilván rosszabb, ha csupa nagy ajtót kell csak elrendezni és természetesen jobb, ha vannak kisebb-nagyobb alkatrészek vegyesen. A gyakorlati tapasztalatok azt mutatják, hogy például egy átlagos konyha korpuszelemeit nem szálirányos anyagból 94-95 %-os kihasználtsággal lehet kiszabni. Az 5-6 %-os veszteségnek kb. a fele a szabási veszteség, a másik fele a technológiai veszteség (fűrészvastagság, szélezés).
A számítás után a szabástervek megtekinthetők a képernyőn illetve kinyomtathatók. A grafikus nyomtatással pontos, arányos, precíz térképet kapunk minden szükséges információval (lásd a mellékelt példát). A szabástervek után statisztikával zárul az eredményközlés: milyen alkatrészek kerültek kiszabásra, hány db, hány m2; milyen méretű táblákból mennyi került felhasználásra; milyen maradéktáblák keletkeztek; kihasználtság, felhasználható maradék, technológiai veszteség, szabási hulladék százalékos értékei az egész feladatra vetítve. A szabászok gyártási utasítása a szabászprogram által kinyomtatott szabástervek és az összesítő lap. A program az elkészített szabástervekhez felhasznált táblákat ki tudja venni a raktárkészletből, a keletkezett maradékokat vissza tudja helyezni a készletbe tetszőleges időpontban, pl. a számítás vagy a szabás után, de ez a művelet természetesen csak egyszer engedélyezett. Erről a felhasználó dönt, vagyis a táblakészlet aktualizálása előtt akár több próbafuttatást is végezhet.
A program nem csak az alapfeladat (adott táblákból szabd ki az alkatrészeket) elvégzésére alkalmas, hanem sok minden másra is
- Indítható az optimalizációs számítás csak az egész táblák figyelembe vételével és úgy is, hogy figyelembe veszi a létező maradékokat is. Maradéktáblák figyelembe vételekor először mindig azokra végzi el a kiosztást, s csak ha elfogytak a maradékok, akkor nyúl az egész táblákhoz.
- Egyidejűleg akár 50 féle táblaméret figyelembevételével tud optimalizálni. Többféle táblaméret esetén kiderül, hogy melyik táblákból hányra van szükség a minimális veszteség érdekében. Például 3000x1500-asból 4 tábla és 2000x1000-esből 3 tábla kell (és nem a 3000x1500-asból 7 vagy a 2000x1000-esből 8).
- Fiktív készletre is tud optimalizálni. Azaz, ha nincs a raktárban táblám vagy kevés van, akkor is elvégezhetem a számítást és az eredmény ismertében rendelhetem meg a szükséges anyagmennyiséget.
- Tetszés szerinti számú próbafuttatási lehetőség van. Többféle méretkombinációra vagy többféle darabszám variációra is végezhetek futtatást és az eredményeket elemezve dönthetek a végleges változat mellett.
- Állandó termékkör esetén próbafuttatásokkal meghatározható szabászati szempontból az optimális szériaszám.
- Rendszeresen gyártott fix szériák esetén próbafuttatásokkal meghatározható egy optimális táblaméret. Ha az anyagmegtakarítás annyival jobb, érdemes lehet nem standard, hanem egyedi méretű táblákat rendelni a gyártótól.
- A program számára nem jelent nehézséget, hogy nagyszámú szabandó alkatrész optimális kiszabását számolja. Semmiféle problémát nem jelent, hogy egy alkatrészféléből 1 vagy 100 vagy akár 10000 a kiszabandó mennyiség.
- Nagyszámú alkatrész szabása esetén a program megadja, hogy hány táblán ismételhető a szabásterv. Ez különösen előnyös, ha a vágógép technológiai adottságai lehetővé teszik több egymásra tett tábla egyidejű vágását.
- Stb. Lehet hogy most nem is jutott eszembe minden lehetőség, de mindig az élet hozza a problémát és megkeressük a lehetőséget, hogyan lehet megoldani a program segítségével.
A programrendszer több mint 10 éves folyamatos fejlesztői munka eredményeképpen alakult, csiszolódott mai színvonalára. Több száz helyen használják az egyszemélyes kisvállalkozóktól a nagy cégekig (pl. CARDO, FALCO, stb.) bezárólag.
A program több verzióban is kapható. Az alapszoftver egy kisipari verzió (mindig van egy keresztülmenő vágás), a nagyipari verzió többféle hálós vágási módot is figyelembe tud venni:
- csak 1 hálóba lehet vágni, fejvágás nincs
- osztott asztallal 2 hálóba lehet vágni, fejvágás nincs
- osztott asztallal 2 hálóba lehet vágni, fejvágás lehetséges
- 1 hálóba lehet vágni, fejvágás lehetséges
- osztott asztallal 2 hálóba lehet vágni, fejvágás felül és alul is lehetséges
A hálós vágási módokat nagy alkatrész darabszám esetén érdemes alkalmazni. Futtatható a program minimális túlvágás engedélyezésével is és a túlvágás letiltásával is (ez utóbbi esetben a hálósan nem leszabható alkatrészeket utólag kisipari vágási technológiával kell leszabni).
Az érdeklődőkkel beszélgetve csodálkozva tapasztalom, hogy milyen sokan hiszik: szabászprogram és szabászprogram között nincs más különbség, csak az ára! Na most a háromkerekű bicikli és a személyautó is jármű, mégis van közöttük egy árnyalatnyi különbség! A szabási feladat során olyan nagyszámú variáció létezik, hogy azt még a mai gyors számítógépek sem tudják mind végigvizsgálni. A variációk egy részét lehet csak átnézni és a cél az, hogy lehetőleg ezek között legyenek a jó megoldások mind. Az egyes programok más-más módszert használnak erre, és ettől függ hatékonyságuk.
Nem mindegy, hogy milyen szabászprogramot használ egy vállalkozás. Tételezzük fel, hogy az AMORF szabászprogram csak 1-2 százalékkal (márpedig minimum ennyivel) jobb, mint bármelyik másik, esetleg „olcsóbb” program, akkor nézzük, hogy mit is jelent ez forintban. Egy szabászatban napi 5-10-15 (vagy még több) táblát szabnak, mikor mennyit. Vegyünk átlag 10 táblát, ez kb. 55 m2. Ha feltételezünk csak 1 m2 megtakarítást, s ennek árát nagyon szerényen ezer forinttal vesszük figyelembe, akkor egy hónapra vegyünk 20 munkanapot, 5 hónap alatt ez 100 nap, minimum százezer forint anyagmegtakarítás! Most akkor melyik az „olcsó” program?
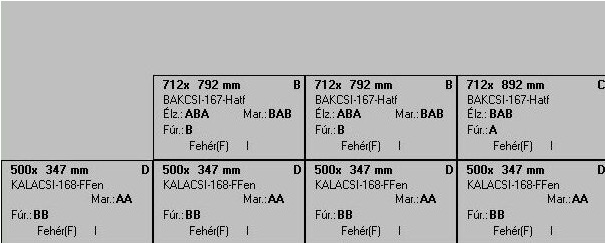
Etikettező program
Az etikettező program lehetővé teszi, hogy a szabott alkatrészek a további munkafolyamatok során könnyen és biztosan beazonosíthatók legyenek. Az azonosításra szolgáló információkon kívül (méret, megnevezés, anyag), az etiketteken szerepelhetnek a további megmunkálásokra vonatkozó utasítások is: mely élekre kerüljön élzáró, milyen fúrások legyenek, milyen a marás mintája. Az etikettek nyomtatása a szabásterveken előforduló alkatrészek sorrendjében történik, többféle etikett típusra, méretre lehet nyomtatni és az etikettek információs tartalma valamint elrendezése is lehet eltérő. Egyedi kívánságokat is figyelembe tudunk venni. A szabászgépről lekerülő az alkatrészre csak rá kell tenni az öntapadós etikettet és már rajta is minden információ.
Automata illesztés
Az AMORF régi használói közül jó néhányan fejlődésük során eljutottak odáig, hogy automata szabászgépet üzemeltek be. Sajnálattal tapasztalták, hogy a gépekhez adott gyári programok kevésbé hatékonyan bánnak az anyaggal, mint azt az AMORF-ban megszokták. Felmerült az igény, hogy az optimalizálás történjék az AMORF-fal és az eredmények kerüljenek át a szabászgépre, az ott elvárt formátumba, s a szabás ennek alapján történjen.
Ezért készítettünk egy programot, mely végrehajtja az adatok kívánt konverzióját és azokból szabási utasításokat generál az automata gép számára.
Így néz ki a szabásterv az AMORFban:
Az automata szabászgép számítógépéhez egy második monitort csatlakoztatva egyidejűleg látható az egyik monitoron az AMORFos szabásterv, míg a másikon az automata változat. Ezáltal megspórolható az idő és pénzigényes nyomtatás.
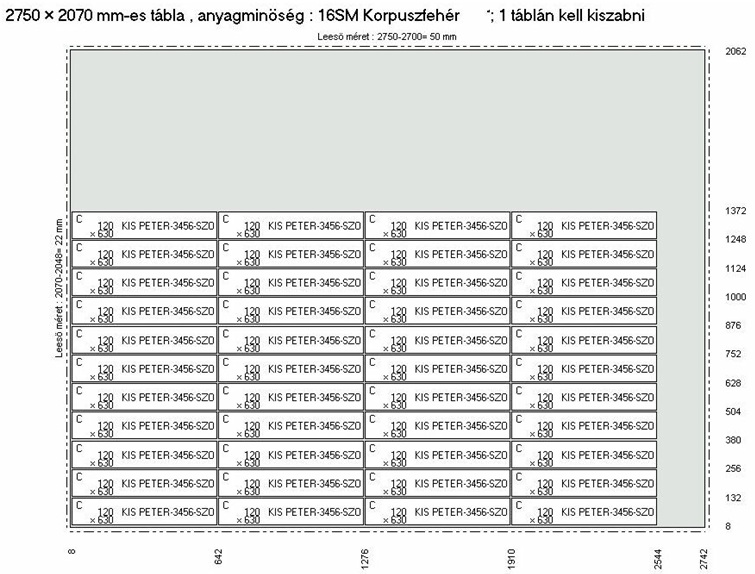
Ugyanez a terv az automata szabászgép programjában a konverzió után így látható:
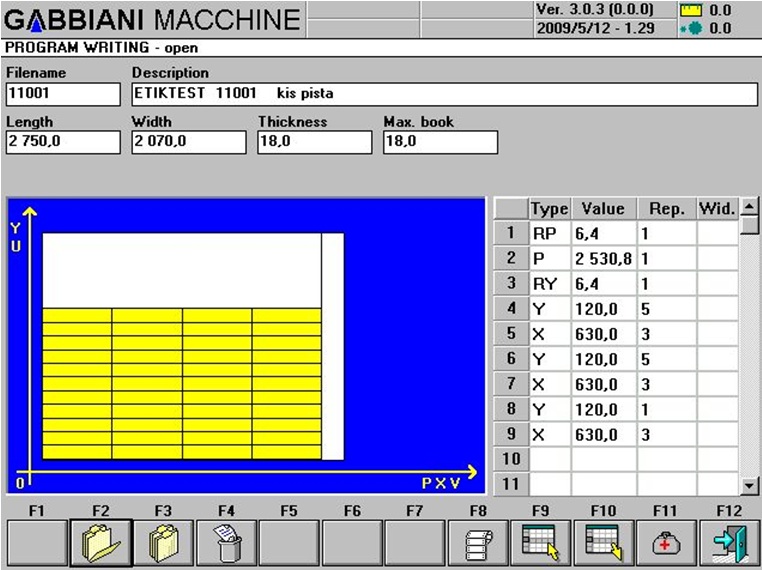
A bemutatott szabásterven látszik, hogy „hálós” szabás lehetséges. Ez azért érdekes, mert ilyen esetben a szabás gyorsítható. A leszabott csíkok ugyanis egymásra tehetők és a keresztvágások egyszerre végezhetők. Nem minden program ismeri fel a lehetőséget és ezért minden csíkot egyenként szab le hosszában, majd keresztben darabolja. A mi programunk képes rá, hogy mérlegelje: hány csík tehető egymásra. Ez a maximális vágási vastagságból számítható s ennek ismeretében adhatók a vágási utasítások. Például ha a vágási maximum 100 mm, akkor a képen látható utasítások alapján szab a gép. Ha már eleve például két tábla van egymáson, akkor ennek a ténynek a figyelembe vételével történik a csíkok számának meghatározása.
Ha a megengedett vágási magasság maximum csak 80 mm, akkor a vágási utasítások az alábbiakra módosulnak:
[Intestazione]
Descrizione=ETIKTEST 11001 kis pista
Lunghezza= 2750
Larghezza= 2070
Spessore= 18.0
AltPacco= 18.0
[Righe]
NumeroRighe= 9
1=RP, 6.4, 1,0,0,0,0
2=P,2530.8, 1,0,0,0,0
3=RY, 6.4, 1,0,0,0,0
4=Y, 120.0, 4,0,0,0,0
5=X, 630.0, 3,0,0,0,0
6=Y, 120.0, 4,0,0,0,0
7=X, 630.0, 3,0,0,0,0
8=Y, 120.0, 3,0,0,0,0
9=X, 630.0, 3,0,0,0,0
Természetesen a program akkor is felismeri a gyorsítás lehetőségét, ha nem a teljes szabási terv hálós, hanem csak annak egy része. Ha egy felhasználó arra vállalkozik, hogy két csíkot is egymás mellé tesz, akkor erre is lehetőséget biztosítunk.
